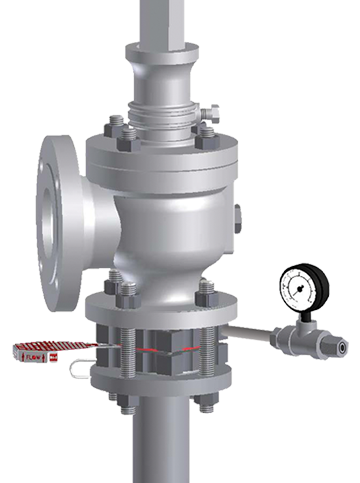
Relief Valve Isolated by a Rupture Disk
Advantages of Relief Valve Isolation with Rupture Disks
Codes & Standards permit the use of a rupture disk device at both a safety relief valve inlet and outlet. The combination of rupture disk devices and safety relief valves continues to grow driven by the user benefits of valve isolation including:
- Optimal leak tightness
- Increased operating pressure
- Extended valve life
- Reduced valve maintenance
- Improved corrosion resistance
- Viscous media compatibility
- Increased reliability
Optimal Leak Tightness
Isolating safety relief valves with rupture disk devices reduces the risk of fugitive emissions. API Standard 526 defines that orifice F and smaller conventional safety relief valves shall have a maximum allowable leakage rate of 40 bubbles per minute (approximately 6 cubic feet or 0.16 cubic meters per 24 hours). A solid metal rupture disk used at the inlet of the relief valve acts as a barrier to this leakage.
Increased Operating Ratio
The most advanced reverse buckling disk technology permits operation to 95% of marked burst pressure (100% of minimum burst pressure) isolating a safety relief valve from the most aggressive pressure service conditions.
Extended Valve Life
The process barrier provided by the rupture disk device prevents product buildup from adhering to mechanical components of the valve that otherwise could affect valve performance and safety of the protected pressure system. The process media does not come in contact with internal surfaces and parts of the valve, it will remain in new condition until called upon to relieve an overpressure event.
Reduced Valve Maintenance
With the valve internals not normally exposed to process contamination, they remain in ‘like new’ condition, allowing longer periods between major overhauls & less maintenance activity at each mandated cycle.
Improved Corrosion Resistance
The significant initial cost of a safety valve in exotic materials can be reduced by selecting less costly material and isolating it with a rupture disk device. As an example, a Carbon Steel valve with Hastelloy® trim might save 65% compared to the cost of a Hastelloy® valve. The savings will fund the rupture disk device manufactured from Hastelloy® and reduce the need for frequent valve service and associated costs.
Viscous Media Compatibility
Viscous fluids that might develop a blockage inside a valve mechanism due to leakage can be isolated from the safety valve by a rupture disk device, increasing the integrity of the pressure relief system. Rupture disks have typically a much lower thermal mass than a valve, protecting the relief system from product solidification under normal service conditions.
Increased Reliability
The simplicity of rupture disk technology with no moving parts and no maintenance requirements adds to the reliability of relief system design. The integrity of a safety relief valve that remains in ‘like new’ condition under normal process operating conditions maximizes the opportunity for valve performance to meet the planned design safety requirements.